

联系我们
SG-A4
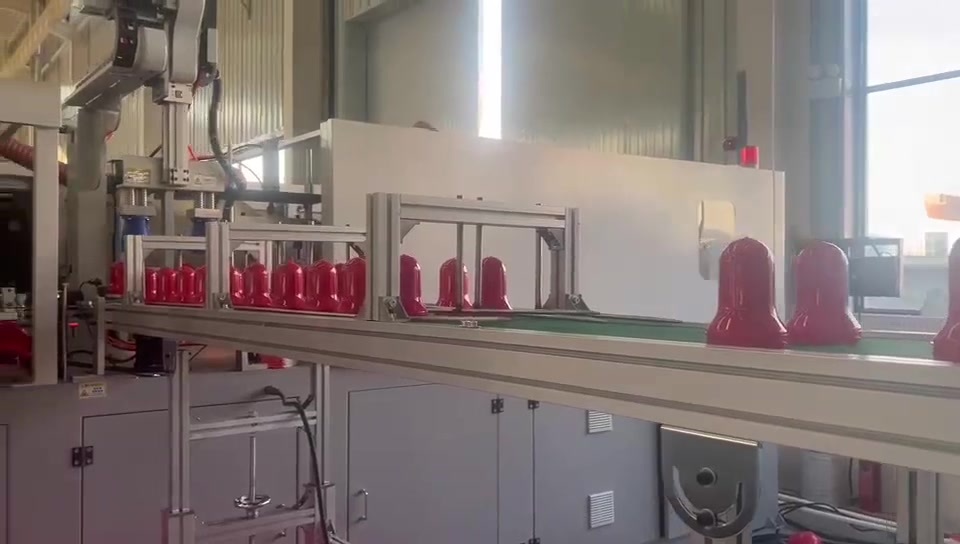
这是可以吹大嘴宠物罐的模型。用手和瓶子加热,吹气和自动取出的瓶坯;
关键词: 182系列组件 | 210系列组件
类别:
产品描述
这是可以吹大嘴宠物罐的模型。用手和瓶子加热,吹气和自动取出的瓶坯;工作中没有技术要求的人; 每小时1800台电脑的容量; 比通常的自动机器成本更低,而享受稳定的性能。
吹瓶机,作为现代塑料加工行业中不可或缺的设备,专门用于生产各种规格和形状的塑料瓶容器。
产品亮点:
高能:采用先进的伺服驱动系统和优化的模具设计,实现每分钟高达数百个瓶子的生产能力,大幅提升生产效率。
控制:集成智能温控与压力管理系统,确保瓶身壁厚均匀,减少废品率,提升产品质量。
节能环保:节能型加热炉设计,配合冷却系统,大幅降低能耗,同时减少对环境的影响。
灵活适应:可轻松调整生产参数,适应不同容量、形状及材质的PET瓶生产需求,满足市场多样化需求。
应用场景:适用于饮料、食品、化妆品、医药等行业的大规模瓶体生产。
上一个
SG-A3
下一个
应用程序

水瓶

饮料瓶

药瓶

太空杯
产品视频
video4

视频3

视频2

视频1
评估和运输

常见问题

如何延长吹瓶机的使用寿命?

如何维护吹瓶机的模具?
如何保养吹塑机的加热灯?
瓶底拉伸穿孔的可能原因及解决方法有哪些?
如何避免pet瓶壁厚不均匀的问题?
Pet瓶底部喷水位置偏移的可能原因和解决方案是什么?
在线反馈
如果您对我们的产品和服务感兴趣,欢迎您填写您的意向和需求,我们将尽快与您取得联系!







在线反馈
如果您对我们的产品和服务感兴趣,欢迎您填写您的意向和需求,我们将尽快与您取得联系!